
Bạn có biết bí quyết thành công của TH True Milk không chỉ nằm ở chất lượng sản phẩm?
Đằng sau những ly sữa tươi ngon và bổ dưỡng là cả một hệ thống quản lý hàng tồn kho của TH True Milk vô cùng hiệu quả. Vậy TH True Milk đã áp dụng những chiến lược nào để tối ưu hóa quy trình quản lý, đảm bảo nguồn cung ứng sữa tươi sạch, đáp ứng nhu cầu thị trường và duy trì vị thế dẫn đầu? Hãy cùng khám phá ngay trong bài viết dưới đây!
1. Giới thiệu chung về TH True Milk
TH True Milk là một thương hiệu sữa tươi sạch nổi tiếng tại Việt Nam, thuộc tập đoàn TH. Ra đời năm 2009, TH True Milk đã tạo nên cuộc cách mạng trong ngành sữa Việt Nam với mô hình chăn nuôi bò sữa ứng dụng công nghệ cao, khép kín từ đồng cỏ đến ly sữa.

Cam kết mang đến những sản phẩm sữa tươi sạch, thơm ngon và bổ dưỡng, TH True Milk không ngừng đầu tư vào công nghệ hiện đại, quy trình sản xuất nghiêm ngặt cùng hệ thống quản lý chất lượng đạt tiêu chuẩn quốc tế.
Không chỉ dừng lại ở sữa tươi, TH True Milk còn đa dạng hóa danh mục sản phẩm với các sản phẩm từ sữa như sữa chua, kem, bơ, phô mai,… đáp ứng nhu cầu ngày càng cao của người tiêu dùng. Với những nỗ lực không ngừng, TH True Milk đã khẳng định vị thế dẫn đầu trong ngành sữa Việt Nam và vươn tầm quốc tế.
2. Những điểm lưu ý trong quản lý tồn kho của TH True Milk
Để đảm bảo nguồn cung sữa tươi sạch dồi dào và đáp ứng nhu cầu ngày càng cao của thị trường, TH True Milk phải đối mặt với những thách thức không nhỏ trong việc quản lý tồn kho. Dưới đây là một số khó khăn then chốt mà TH True Milk cần vượt qua:
2.1 Hệ thống kho hàng lớn
Quản lý tồn kho hiệu quả là một thách thức lớn đối với TH True Milk do quy mô hoạt động rộng lớn và hệ thống kho hàng phức tạp.
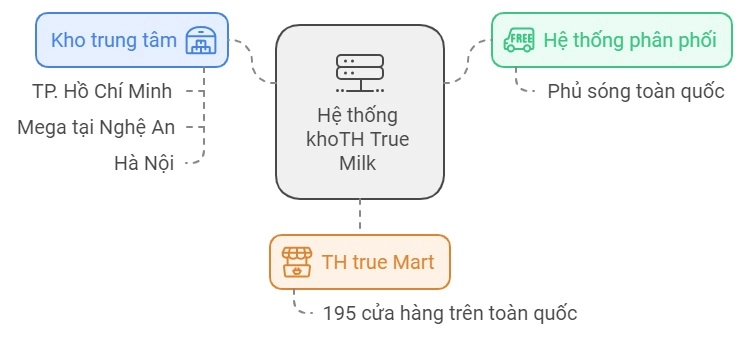
Hiện tại, TH true MILK có:
– 3 kho trung tâm:
- Kho Mega tại Nghệ An: Đây là kho lạnh lớn nhất, có sức chứa hàng chục nghìn tấn sản phẩm, phục vụ cho khu vực miền Trung và cung cấp hàng hóa cho 2 kho trung tâm còn lại.
- Kho Hà Nội: Phục vụ cho thị trường miền Bắc.
- Kho TP. Hồ Chí Minh: Phục vụ cho thị trường miền Nam.
– Hệ thống kho phân phối: Các kho này được đặt tại các tỉnh thành trên cả nước, gần các điểm bán lẻ để thuận tiện cho việc phân phối sản phẩm.
– TH true Mart: Với hơn 195 cửa hàng trên toàn quốc, hệ thống TH true Mart cũng đóng vai trò là kho phân phối, đưa sản phẩm đến gần hơn với người tiêu dùng.
Ngoài ra, các loại hình kho bãi của TH True Milk cũng rất đa dạng:
- Kho thường: Chiếm 80% diện tích kho, được số hóa và chuyên dụng cho việc lưu trữ các loại sữa tươi tiệt trùng với đa dạng hương vị và dung tích.
- Kho lạnh: Với diện tích 2.000 m², được chia thành nhiều kho nhỏ với các mức nhiệt độ khác nhau:
- 2-6°C: Lưu trữ sữa chua, sữa thanh trùng, phô mai.
- -18°C đến -25°C: Bảo quản kem và bơ.
- 20°C: Lưu trữ nguyên liệu sản xuất kem và sữa chua.
- Kho mát: Dành cho việc bảo quản hương liệu, nguyên vật liệu sản xuất kem, sữa chua và các thức uống thảo dược.
2.2 Mặt hàng tồn kho đa dạng, yêu cầu quản lý chặt chẽ
Sự đa dạng về mặt hàng tồn kho đặt ra thách thức không nhỏ cho việc quản lý hàng tồn kho của TH True Milk. Danh mục sản phẩm của họ trải dài từ nguyên vật liệu đầu vào đến thành phẩm sữa và các sản phẩm chế biến từ sữa, mỗi loại đều có yêu cầu bảo quản riêng biệt.
– Về nguyên vật liệu, TH True Milk cần quản lý chặt chẽ nguồn sữa tươi từ trang trại, đảm bảo chất lượng đầu vào. Bên cạnh đó, các nguyên liệu khác như đường, bao bì nhập khẩu, ống hút cũng cần được lưu trữ đúng cách để đảm bảo chất lượng và tránh hư hỏng.
– Về thành phẩm, TH True Milk sở hữu danh mục sản phẩm đa dạng, từ sữa tươi thanh trùng, tiệt trùng, sữa chua, sữa hạt, đến các sản phẩm bơ, phô mai, nước giải khát, kem và gạo Japonica. Mỗi loại sản phẩm có yêu cầu bảo quản khác nhau về nhiệt độ, độ ẩm, hạn sử dụng. Ví dụ, sữa tươi thanh trùng cần được bảo quản lạnh ở nhiệt độ 2-4 độ C, trong khi sữa tươi tiệt trùng có thể bảo quản ở nhiệt độ thường.

Việc quản lý hiệu quả sự đa dạng này đòi hỏi TH True Milk phải có hệ thống kho bãi phân loại rõ ràng, quy trình kiểm soát chất lượng nghiêm ngặt và ứng dụng công nghệ tiên tiến để theo dõi, truy xuất nguồn gốc và hạn sử dụng của từng loại sản phẩm. Điều này giúp đảm bảo chất lượng sản phẩm đến tay người tiêu dùng, đồng thời tối ưu hóa hiệu quả hoạt động và giảm thiểu lãng phí.
3. Cách quản lý hàng tồn kho của TH True Milk
Với quy mô sản xuất lớn và đa dạng các dòng sản phẩm, TH True Milk áp dụng một quy trình quản lý hàng tồn kho bài bản, đặc biệt chú trọng đến hai loại kho chính: kho nguyên vật liệu và kho thành phẩm.
3.1 Quản lý kho nguyên vật liệu
Để đảm bảo nguồn cung ứng ổn định cho sản xuất, TH True Milk đặc biệt chú trọng đến việc quản lý kho nguyên vật liệu.
Bên cạnh việc áp dụng mô hình EOQ (Economic Order Quantity – Quy mô đặt hàng kinh tế), TH True Milk còn linh hoạt kết hợp các phương pháp quản lý khác để tối ưu hiệu quả.
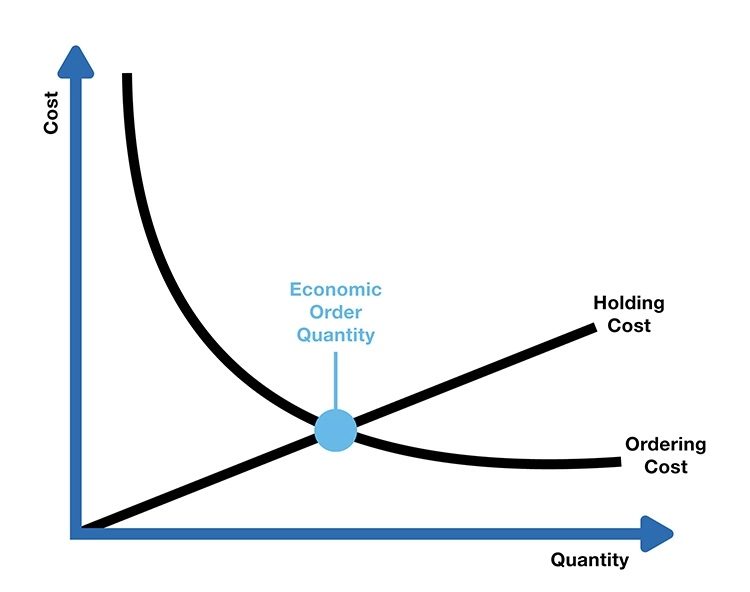
EOQ là mô hình quản lý hàng tồn kho phổ biến, giúp doanh nghiệp xác định số lượng đặt hàng tối ưu để giảm thiểu chi phí lưu kho và chi phí đặt hàng.
Tuy nhiên, cách quản lý hàng tồn kho của TH True Milk không cứng nhắc áp dụng EOQ mà có những điều chỉnh phù hợp với thực tế do nhu cầu đa dạng về nguyên vật liệu và bao bì, công ty phải nhập khẩu từ nhiều nhà cung cấp khác nhau với thời gian giao hàng và quy trình đặt hàng không đồng nhất.
Vì vậy, TH True Milk linh hoạt kết hợp EOQ với các yếu tố thực tiễn như thời gian vận chuyển, khả năng cung ứng của nhà cung cấp, và biến động thị trường.
Cụ thể, trong những thời điểm sức mua tăng cao, hoặc khi công ty triển khai chương trình khuyến mãi, kích cầu tiêu dùng, dựa trên kinh nghiệm thực tế, bộ phận kho có thể chủ động nhập nguyên vật liệu nhiều hơn mức bình thường để đảm bảo nguồn cung ứng liên tục, không bị gián đoạn sản xuất.
>>>Xem thêm: EOQ là gì? Công thức tính EOQ và ứng dụng thực tế
3.2 Quản lý kho thành phẩm
Với sản lượng sản phẩm đa dạng và số lượng lớn, TH True Milk đã xây dựng hệ thống quản lý kho thành phẩm khoa học, hiệu quả, đảm bảo chất lượng sản phẩm và tối ưu chi phí lưu kho.
TH True Milk ứng dụng công nghệ thông tin vào quản lý kho thành phẩm. Hệ thống này cho phép theo dõi sát sao lượng hàng tồn kho theo thời gian thực. Các nhà phân phối sẽ liên tục cập nhật thông tin về lượng hàng tồn kho tại điểm bán. Khi lượng hàng về dưới mức tiêu chuẩn, hệ thống sẽ tự động thông báo để điều chỉnh kế hoạch sản xuất và phân phối kịp thời.
Ngoài ra, TH True Milk cũng áp dụng nghiêm ngặt nguyên tắc nhập trước xuất trước (FIFO) trong quản lý kho thành phẩm. Phương pháp này giúp đảm bảo sản phẩm được luân chuyển nhanh chóng, tránh tình trạng tồn kho quá lâu dẫn đến hết hạn sử dụng, giảm thiểu lãng phí và duy trì chất lượng sản phẩm tốt nhất.
>>>Chi tiết: FIFO là gì? Khi nào nên áp dụng phương pháp FIFO?
3.3 Lưu trữ và quản trị chất lượng hàng hóa trong kho
TH True Milk không chỉ chú trọng quản lý kho nguyên vật liệu và thành phẩm mà còn đặc biệt quan tâm đến việc lưu trữ và quản trị chất lượng hàng hóa trong kho, đảm bảo sản phẩm luôn đạt chất lượng tốt nhất khi đến tay người tiêu dùng.

3.3.1 Quy trình lưu trữ
Sản phẩm sữa sau khi sản xuất sẽ được chuyển trực tiếp vào kho lưu trữ thông qua hệ thống băng chuyền hiện đại từ nhà máy.
Dựa trên kế hoạch sản xuất, nhân viên xử lý dữ liệu sẽ nhận thông tin chi tiết về khối lượng và chủng loại hàng hóa cần lưu trữ từ email hoặc phần mềm quản lý kho. Danh sách này sau đó được in ra và chuyển cho bộ phận quản lý, giám sát và thủ kho để sắp xếp vị trí bảo quản phù hợp.
Phần mềm quản lý kho của TH True Milk đóng vai trò quan trọng trong việc xác định vị trí trống trong kho và cập nhật thông tin mã hàng, địa chỉ lô hàng. Điều này giúp đảm bảo quản lý tồn kho chính xác và hiệu quả.
Để đảm bảo chất lượng và an toàn cho sản phẩm, TH True Milk tuân thủ nghiêm ngặt các quy định lưu trữ sau:
- Sản phẩm phải được đặt đúng chiều để tránh tình trạng chảy sữa.
- Hàng hỏng và hết hạn phải được tách riêng biệt, tránh lây nhiễm sang hàng tốt.
- Nghiêm cấm các hành vi tung, ném, đứng, ngồi trên sản phẩm.
- Tất cả hàng hóa phải được đặt trên pallet, không được để trực tiếp xuống sàn kho.
- Mỗi pallet chỉ chứa duy nhất một mã hàng với cùng số batch (trừ khu vực lưu trữ hàng hỏng).
- Hàng lẻ phải được lưu trữ trong Shipper để tránh bụi bẩn và vỡ hỏng.
- Vị trí lưu trữ phải được dán nhãn màu rõ ràng, thể hiện đầy đủ thông tin theo quy định.
- Duy trì khoảng cách tối thiểu 50cm giữa hàng hóa và tường, 35cm giữa các hàng để đảm bảo sự thông thoáng.
Bên cạnh đó, hàng hóa được kiểm tra kỹ lưỡng trước khi nhập kho, xuất kho và định kỳ trong suốt quá trình lưu trữ. Nội dung kiểm tra bao gồm quy cách xếp lớp, dán nhãn, vệ sinh thùng hàng, cảm quan bao bì, nhiệt độ và độ ẩm.
Nếu phát hiện bất thường (thùng bị thủng, ẩm mốc, chảy sữa…), nhân viên kho sẽ lập tức báo cáo cho bộ phận vận hành (OPS), lập biên bản và di dời hàng hóa đến khu vực chờ xử lý.
3.3.2 Quản trị chất lượng
Ngay khi thành phẩm được nhập kho từ nhà máy, đội ngũ thủ kho sẽ tiến hành phân loại sản phẩm dựa trên yêu cầu bảo quản riêng biệt và sắp xếp lên kệ theo hướng dẫn.
Các sản phẩm yêu cầu bảo quản lạnh như sữa chua, sữa thanh trùng, kem, phô mai, bơ sẽ được ưu tiên vận chuyển vào kho lạnh hoặc kho đông ngay lập tức để đảm bảo chất lượng. Quy trình vận chuyển, xếp dỡ được thực hiện nhanh chóng, rút ngắn tối đa thời gian sản phẩm tiếp xúc với nhiệt độ thường.

Để duy trì nhiệt độ bảo quản chuẩn xác, nhân viên an ninh thường xuyên kiểm tra kho 2 giờ/lần. Bên cạnh đó, TH True Milk trang bị hệ thống máy phát điện dự phòng, sẵn sàng kích hoạt trong trường hợp mất điện, đảm bảo không làm gián đoạn quy trình bảo quản.
Với hệ thống quản lý chất lượng nghiêm ngặt và khoa học, TH True Milk cam kết mang đến cho người tiêu dùng những sản phẩm sữa tươi sạch, chất lượng cao, góp phần nâng cao sức khỏe cộng đồng.
4. Các phương pháp quản lý hàng tồn kho của TH True Milk
Để duy trì hoạt động sản xuất kinh doanh ổn định và đáp ứng nhu cầu thị trường, việc quản lý hàng tồn kho hiệu quả đóng vai trò then chốt đối với bất kỳ doanh nghiệp nào, đặc biệt là trong ngành hàng tiêu dùng nhanh như TH True Milk.
Vậy TH True Milk đã áp dụng những phương pháp nào để quản lý hàng tồn kho một cách tối ưu?
4.1 Quản lý theo nhu cầu (Demand-driven management)
Đây là một trong những phương pháp quản lý hàng tồn kho của TH True Milk để tối ưu hóa lượng sản phẩm dự trữ.
Cụ thể, công ty sẽ dự báo nhu cầu sữa trên thị trường dựa trên dữ liệu bán hàng thực tế và các yếu tố ảnh hưởng khác như mùa vụ, chương trình khuyến mãi,… Từ đó, TH True Milk có thể xác định chính xác lượng sữa tươi cần sản xuất và lưu trữ trong kho, vừa đáp ứng đủ nhu cầu thị trường, vừa hạn chế tối đa lượng sữa tồn kho quá lâu, giảm thiểu lãng phí và duy trì chất lượng sản phẩm tốt nhất.
4.2 Quản lý theo điểm đặt hàng lại (Reorder Point)
Bên cạnh việc dự báo nhu cầu, TH True Milk còn áp dụng phương pháp quản lý theo điểm đặt hàng lại (Reorder Point) để đảm bảo nguồn nguyên liệu sản xuất luôn sẵn sàng.
Đối với mỗi loại nguyên vật liệu, TH True Milk sẽ thiết lập một mức tồn kho tối thiểu. Khi lượng tồn kho giảm xuống dưới mức này, hệ thống sẽ tự động kích hoạt quy trình đặt hàng từ các nhà cung cấp.
Cách làm này giúp TH True Milk chủ động trong việc bổ sung nguyên liệu, tránh tình trạng thiếu hụt gây gián đoạn sản xuất, đồng thời giảm thiểu chi phí lưu kho không cần thiết.
>>>Xem thêm: Reorder Point là gì và cách tính đơn giản chính xác nhất
4.3 Quản lý theo chu kỳ (Cycle counting)
Để đảm bảo tính chính xác của dữ liệu tồn kho, TH True Milk thực hiện quản lý theo chu kỳ (Cycle counting).
Thay vì kiểm kê toàn bộ hàng hóa vào cuối kỳ như phương pháp truyền thống, TH True Milk chia nhỏ hàng tồn kho thành các nhóm và kiểm kê luân phiên theo lịch trình định sẵn. Việc kiểm kê thường xuyên này giúp phát hiện sớm các sai lệch giữa số liệu thực tế và số liệu ghi chép trong hệ thống, từ đó kịp thời điều chỉnh và nâng cao độ chính xác của dữ liệu. Điều này rất quan trọng để TH True Milk đưa ra các quyết định sản xuất và kinh doanh hiệu quả.
4.4 Áp dụng mô hình kho trung tâm

Nhằm tối ưu hóa hoạt động logistics và kiểm soát tốt hơn hàng tồn kho, TH True Milk đã đầu tư xây dựng kho trung tâm rộng 10.000 m² gần nhà máy sữa tại Nghĩa Đàn, Nghệ An từ năm 2015. Trước đó, công ty phải thuê kho ngoài, nhưng với quy mô sản xuất ngày càng lớn, việc sở hữu kho riêng là điều cần thiết.
Kho trung tâm này mang lại nhiều lợi ích cho TH True Milk như:
- Giảm chi phí: Khu vực Nghĩa Đàn có lợi thế về giá thuê đất, miễn thuế, giúp giảm chi phí mặt bằng đáng kể.
- Tăng hiệu quả vận hành: Kho được thiết kế hiện đại với 10 cửa xuất nhập, sức chứa lớn (17.650 vị trí pallet), đáp ứng nhu cầu lưu trữ và phân phối hàng hóa.
- Đảm bảo chất lượng: Kho đạt chuẩn hạng A với sàn siêu phẳng, hệ thống giá kệ 5 tầng, kho lạnh,… giúp bảo quản sản phẩm tốt nhất.
- Kiểm soát tốt hơn: Việc tự xây kho và vận hành giúp TH True Milk chủ động trong việc quản lý hàng tồn kho, giảm thiểu rủi ro và tối ưu hóa chi phí logistics.
5. Giải pháp công nghệ TH True Milk sử dụng để quản lý tồn kho
Để quản lý hàng tồn kho hiệu quả, bên cạnh các phương pháp quản lý hàng tồn kho của TH True Milk nêu trên, doanh nghiệp còn ứng dụng mạnh mẽ công nghệ vào quy trình vận hành. Việc này giúp tự động hóa các công đoạn, tăng tốc độ xử lý, giảm thiểu sai sót và nâng cao hiệu quả tổng thể.
5.1 Phần mềm quản lý kho SAP
Nhận thức được tầm quan trọng của công nghệ trong quản lý hiệu quả, TH True Milk đã mạnh dạn đầu tư hơn 1 triệu USD vào phần mềm quản lý kho SAP. Đây là một hệ thống nổi tiếng toàn cầu, được nhiều tập đoàn lớn tin dùng.
SAP cung cấp cho TH True Milk một giải pháp toàn diện với nhiều module hỗ trợ các hoạt động khác nhau của doanh nghiệp, trong đó nổi bật là module quản lý kho. Module này giúp TH True Milk:
- Quản lý xuất-nhập-tồn kho một cách chi tiết và chính xác theo dõi từng lô hàng, số lượng, thời gian, nguồn gốc, vị trí lưu trữ,…
- Kết nối với hệ thống bán hàng, cập nhật số lượng tồn kho theo thời gian thực, hỗ trợ việc lên kế hoạch sản xuất và phân phối.
- Theo dõi và cảnh báo sản phẩm sắp hết hạn, giúp giảm thiểu tối đa tình trạng hàng tồn kho quá hạn, đảm bảo chất lượng sản phẩm.
- Nhà quản trị có thể theo dõi các chỉ số quan trọng về tồn kho, xuất bán, hạn sử dụng,… một cách trực quan, từ đó đưa ra quyết định kinh doanh kịp thời và chính xác.
5.2 Áp dụng công nghệ robot
Không chỉ dừng lại ở việc ứng dụng phần mềm quản lý, TH True Milk còn tiên phong trong việc đưa công nghệ robot vào quy trình quản lý kho hàng, nhằm nâng cao năng suất và hiệu quả hoạt động.
Điển hình là “Hệ thống robot gắp bịch và đóng thùng tự động” được chính đội ngũ kỹ sư của công ty nghiên cứu và chế tạo.
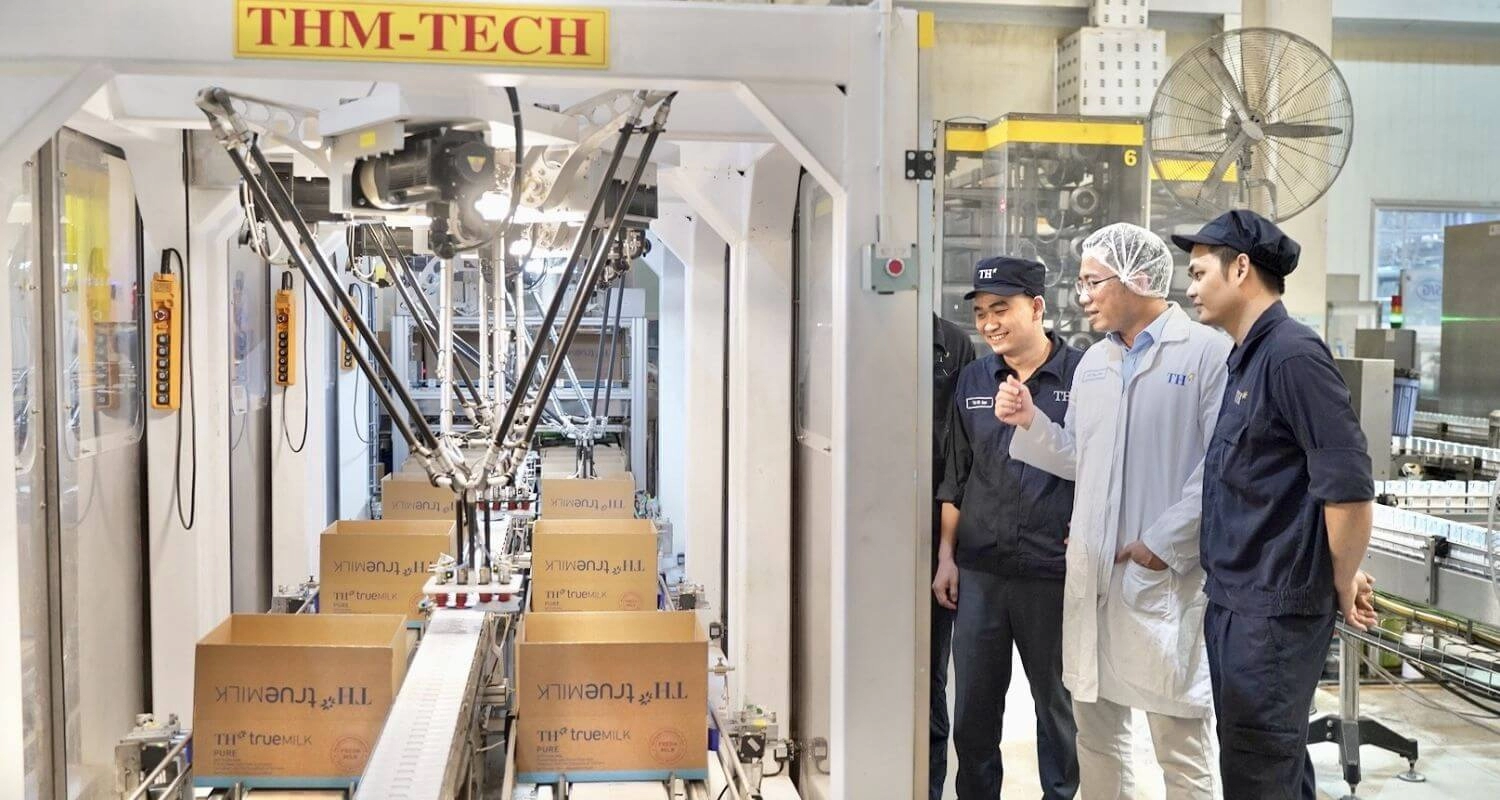
Hệ thống này là một minh chứng rõ nét cho nỗ lực ứng dụng công nghệ 4.0 của TH True Milk, mang lại hiệu quả kinh tế đáng kể và nâng cao năng suất lao động. Cụ thể, hệ thống này:
- Tự động hóa hoàn toàn quy trình đóng gói: Thay thế công đoạn đóng gói thủ công truyền thống, robot Delta tốc độ cao đảm nhiệm toàn bộ quy trình từ tạo thùng, đóng gói đến dán thùng và vận chuyển, với năng suất lên đến 12.000 bịch sữa/giờ.
- Nâng cao năng suất lao động: Giảm thiểu sự phụ thuộc vào lao động thủ công, hệ thống robot tương đương với sức lao động của 6 công nhân, giúp doanh nghiệp tiết kiệm chi phí nhân công và nâng cao hiệu quả sản xuất.
- Đảm bảo chất lượng sản phẩm: Cơ chế hút bìa tạo hộp không dùng keo và hệ thống gắp sữa 8 miếng hút giúp bảo vệ bao bì sản phẩm, đảm bảo chất lượng sữa luôn ở trạng thái tốt nhất.
- Tiết kiệm chi phí: Ước tính hệ thống mang lại lợi ích kinh tế lên đến 1,7 tỷ đồng mỗi năm cho TH True Milk.
Việc ứng dụng “Hệ thống robot gắp bịch và đóng thùng tự động” không chỉ giúp TH True Milk tối ưu hóa quy trình quản lý tồn kho, giảm chi phí sản xuất mà còn khẳng định vị thế tiên phong trong việc ứng dụng công nghệ hiện đại của doanh nghiệp.
6. Bài học quản lý hàng tồn kho của TH True Milk

TH True Milk là một ví dụ điển hình về quản lý tồn kho hiệu quả trong ngành FMCG.
Với hệ thống kho bãi đa dạng và mặt hàng phong phú, TH True Milk đã áp dụng thành công các phương pháp quản lý tiên tiến như EOQ, Demand-driven, Reorder Point và Cycle counting.
Doanh nghiệp đặc biệt chú trọng đến công nghệ với việc đầu tư vào phần mềm SAP và robot tự động hóa. Điều này giúp tối ưu hóa quy trình, giảm thiểu sai sót và nâng cao năng suất.
Để quản lý kho hiệu quả như TH True Milk, doanh nghiệp có thể bắt đầu bằng việc ứng dụng hệ thống quản lý kho thông minh
Trong đó, SEEACT-WMS là một giải pháp toàn diện giúp doanh nghiệp kiểm soát toàn bộ hoạt động kho bãi, từ nhập xuất hàng, quản lý vị trí, đến tối ưu hóa quy trình vận hành.

Với SEEACT-WMS, doanh nghiệp có thể:
- Tự động hóa quy trình: từ nhập xuất hàng, quản lý vị trí, đến theo dõi lô hàng, hạn sử dụng.
- Kiểm soát tồn kho chính xác: cập nhật số liệu theo thời gian thực, kết nối với hệ thống bán hàng, dự báo nhu cầu.
- Nâng cao hiệu suất: tối ưu hóa không gian lưu trữ, giảm thiểu thời gian xử lý, hạn chế sai sót.
- Truy xuất nguồn gốc: dễ dàng theo dõi lịch sử hàng hóa, đảm bảo chất lượng và an toàn.
SEEACT-WMS là giải pháp phù hợp cho các doanh nghiệp mong muốn nâng cao năng lực cạnh tranh trong thời đại số.
Để trải nghiệm giải pháp quản lý kho hàng thông minh SEEACT-WMS và nhận demo miễn phí, quý doanh nghiệp vui lòng liên hệ Hotline 0904.675.995
Đội ngũ chuyên gia của chúng tôi luôn sẵn sàng tư vấn và hỗ trợ doanh nghiệp tối ưu hóa quy trình quản lý kho hàng, nâng cao hiệu quả hoạt động và tăng cường năng lực cạnh tranh








